- Home
- About Us
- Blog
- Capabilities
Sub-Processes
Plastic Materials
Processes Available
Post Processing
- Contact Us
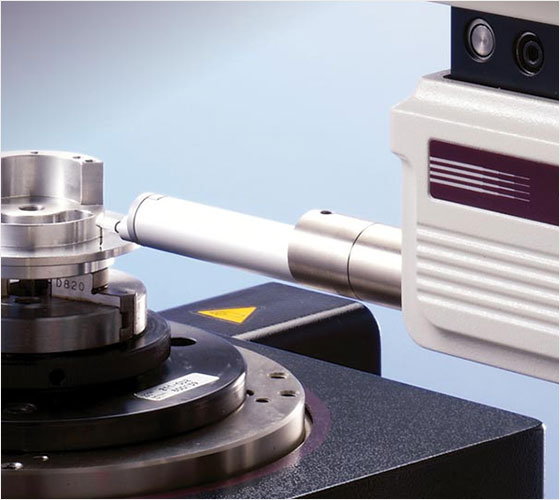
The accuracy of geometric data is significantly impacted by the measurement of form and position errors. An essential measurement tool for ensuring the accuracy of workpiece behavior inaccuracy in the field of precision equipment is a roundness tester (from Tracer or Talyround). It features proprietary tracking, covering nominal or covering components to parts, automatic alignment, data processing, and quick automatic measurement capabilities, and it can measure a variety of form and position faults. It is an automatic testing device that combines machinery, light, electricity, liquid, and gas that is extremely accurate, effective, and technologically advanced.
One of the most fundamental and important types of engineering cross-sections is the circular cross-section. Circles can be seen in many different applications, but they are most common on bearing surfaces like rotating shafts and ball bearings. Measuring out of roundness, also referred to as “roundness” in some areas, is a highly significant assessment. Examples include rotating bearings with irregularly shaped circular components, which have a propensity to generate noise and may fail too soon if not properly maintained. It is crucial to precisely examine the roundness of such components before utilizing them in order to ensure that they function as intended.




With the form tracing and roundness testing machines, they can measure form more precisely and efficiently than they ever have in the past! They have the ability to measure roundness, straightness, concentricity, runout, and cylindricity with extreme precision down to.00004″ or.001 mm. Surface inspection with high accuracy allows you to get a deeper understanding of your components and identify the source of any problems you may be experiencing. Working with delicate materials, such as rubber and thin polymers, that may be damaged by human contact is a breeze. By holding the component in a tight yet delicate fixture in the form tracing, the forming tracer can get the most exact measurements without distorting the component.
A restriction to the precision of this measurement exists due to the fact that the value is an average of two-point measurements. It is also possible that inaccuracy will develop as a result of changes in how the micrometer measuring terminal is positioned on the target surface. In order to examine the data collected, it is also necessary to input it into a computer.
