- Home
- About Us
- Blog
- Capabilities
Sub-Processes
Plastic Materials
Processes Available
Post Processing
- Contact Us
With instant online quotes and rapid production, you can reduce cycle times by as much as 50%.

Tap into a highly vetted and managed network of the best machine shops world-wide.

Choose between fast and cost-effective options to find the best price.
We can produce parts in just one day thanks to digital manufacturing methods according to our customers’ needs.
We can produce parts in just one day thanks to digital manufacturing methods according to our customers’ needs.
We can produce parts in just one day thanks to digital manufacturing methods according to our customers’ needs.
We can produce parts in just one day thanks to digital manufacturing methods according to our customers’ needs.
We can produce parts in just one day thanks to digital manufacturing methods according to our customers’ needs.
We can produce parts in just one day thanks to digital manufacturing methods according to our customers’ needs.
We can produce parts in just one day thanks to digital manufacturing methods according to our customers’ needs.
We can produce parts in just one day thanks to digital manufacturing methods according to our customers’ needs.
We can produce parts in just one day thanks to digital manufacturing methods according to our customers’ needs.
We can produce parts in just one day thanks to digital manufacturing methods according to our customers’ needs.
We can produce parts in just one day thanks to digital manufacturing methods according to our customers’ needs.
| Name | Applicable Materials | Colors | Can be applied with | |
|---|---|---|---|---|
 | Alodine | Aluminum | Clear, gold | Media Blasting, Tumbling, Type II Anodizing* Type III Anodizing*, Type III Anodizing with PTFE* |
 | Anodizing | Aluminum | Clear, black, grey, red, blue, gold | Media Blasting, Tumbling, Alodine* |
 | Black Oxide | Steel, Stainless Steel | Black | Media Blasting, Tumbling, Passivation |
 | Electroless Nickel Plating | Aluminum, Steel, Stainless Steel | — | Media Blasting, Tumbling |
 | Electropolishing | Steel, Stainless Steel | — | — |
 | Hand Polishing | Acrylic | — | Enhanced cosmetic appearance |
 | Media Blasting | Aluminum, Steel, Stainless Steel, Brass, Bronze, Copper | — | All post processes except Electropolish and Powdercoat |
 | Nickel Plating | Aluminum, Steel, Stainless Steel | — | Media Blasting, Tumbling |
 | Passivation | Steel, Stainless Steel | — | Black Oxide, Electroless Nickel Plating, Zinc Plating, Tumbling, Media Blasting |
 | Powder Coating | Aluminum, Steel, Stainless Steel | Black (20% or 90% gloss), white (20% or 90% gloss) | — |
 | Tumbling | Aluminum, Steel, Stainless Steel, Brass, Bronze, Copper | — | All post processes except Electropolish and Powdercoat |
 | Vapor Polishing | CNC Polycarbonate (Clear, Black) | — | Enhanced cosmetic appearance, near optically clear applications |
| Zinc Plating | Steel, Stainless Steel | Clear: light blue coating, black: glossy black coating | Media Blasting, Tumbling, Passivation |
* = requires masking
| Metals, PEEK, And ULTEM With Drawing | Other Plastics With Drawing | No Drawing | |
|---|---|---|---|
| Linear Dimension | +/- 0.01 mm +/-0.0003 inch | +/- 0.05 mm +/- 0.002 inch | ISO 2768 Medium |
| Hole Diameters (Not Reamed) | +/- 0.008 mm +/- 0.0003 inch | +/- 0.05 mm +/- 0.002 inch | ISO 2768 Medium |
| Shaft Diameters | +/- 0.004 mm +/-0.00016 inch | +/- 0.05 mm +/- 0.002 inch | ISO 2768 Medium |
Depending on the machining process, Fictiv accepts parts up to 48″ in length. If you have larger parts, please chat with our team. Also note that the tolerances listed here are minimums for an ideal case and looser tolerances may be required depending on the process, material choice, or part geometry.
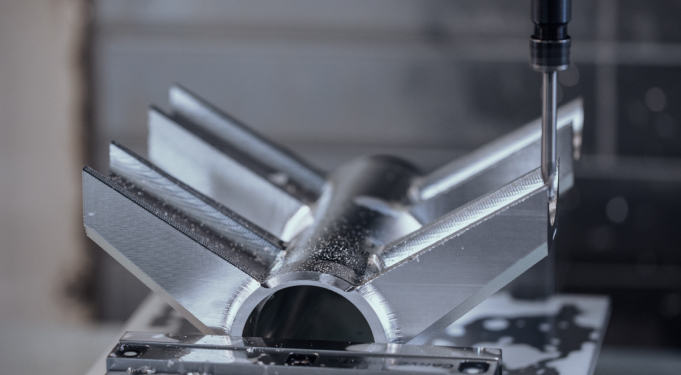
With milling, the stock that the part will be cut from is usually a six-sided bar or sheet of material (though it can be also a cylindrical rodi). This stock is fixtured to the bed of the machine and the features of the part are cut using a rotating tool such as a drill or endmill.
The CNC milling process involves a rotating tool that carves away excess material from a stationary workpiece.
CNC turning uses a rotating workpiece, typically used to make cylindrical parts.
A 5-axis CNC milling machine can move a cutting tool in 5 axes, which allows the operator to simultaneously hit five different sides (or more) of a part depending on the design complexities. Resultantly, the tool is highly capable of creating highly complex products and parts.
With a 5-axis machine, the X, Y, and Z-axes are similar to a 3-axis machine layout. The table then rotates along the A-axis, as it does with the 4-axis. However, the 5-axis machine involves the pivoting action at the joint of the table, followed by rotation along the C-axis, which defines the fifth movement.
A CNC router moves the spindle around a stationary table and is primarily designed to operate at high speeds.
A CNC mill typically moves the workpiece along a linear axis, making cuts through the driving force of rotational speed.
The most commonly used materials in CNC milling are metals, such as aluminum, brass or steel and plastics such as ABS, acrylic, polycarbonate, and polypropylene.